









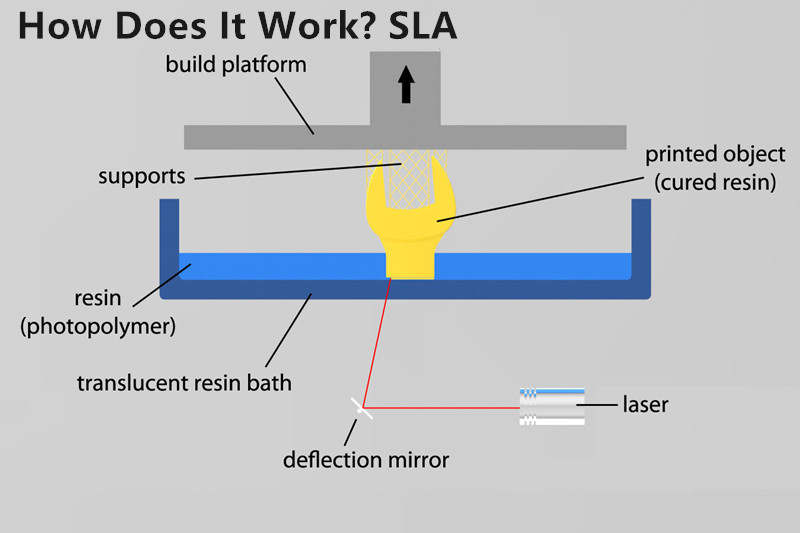
SLA(立体光刻)是一种增材制造工艺,其工作原理是将紫外激光聚焦到一桶光聚合物树脂上。在计算机辅助制造或计算机辅助设计 (CAM/CAD) 软件的帮助下,使用紫外激光在光聚合物桶的表面上绘制预先编程的设计或形状。光聚合物对紫外线敏感,因此树脂会发生光化学固化并形成所需 3D 物体的单层。对设计的每一层重复此过程,直到 3D 对象完成。
CARMANHAAS可以为客户提供的光学系统主要包括快速振镜扫描仪和F-THETA扫描透镜、扩束镜、反射镜等。
355nm 振镜扫描头
| 模型 | PSH14-H | PSH20-H | PSH30-H |
| 水冷/密封扫描头 | 是的 | 是的 | 是的 |
| 孔径(毫米) | 14 | 20 | 30 |
| 有效扫描角度 | ±10° | ±10° | ±10° |
| 跟踪误差 | 0.19毫秒 | 0.28毫秒 | 0.45毫秒 |
| 阶跃响应时间(满量程的 1%) | ≤ 0.4 毫秒 | ≤ 0.6 毫秒 | ≤ 0.9 毫秒 |
| 典型速度 | |||
| 定位/跳跃 | <15米/秒 | <12米/秒 | <9米/秒 |
| 线扫描/光栅扫描 | <10米/秒 | < 7 m/s | <4米/秒 |
| 典型的矢量扫描 | <4米/秒 | < 3 m/s | <2米/秒 |
| 良好的写作质量 | 700 cps | 450 cps | 260 cps |
| 写作质量高 | 550 cps | 320 cps | 180 cps |
| 精确 | |||
| 线性度 | 99.9% | 99.9% | 99.9% |
| 解决 | ≤ 1 拉德 | ≤ 1 拉德 | ≤ 1 拉德 |
| 重复性 | ≤ 2 拉德 | ≤ 2 拉德 | ≤ 2 拉德 |
| 温度漂移 | |||
| 偏移漂移 | ≤ 3 拉德/℃ | ≤ 3 拉德/℃ | ≤ 3 拉德/℃ |
| Qver 8小时长期偏移漂移(15分钟预热后) | ≤ 30 拉德 | ≤ 30 拉德 | ≤ 30 拉德 |
| 工作温度范围 | 25℃±10℃ | 25℃±10℃ | 25℃±10℃ |
| 信号接口 | 模拟:±10V 数字:XY2-100协议 | 模拟:±10V 数字:XY2-100协议 | 模拟:±10V 数字:XY2-100协议 |
| 输入功率要求(直流) | ±15V@4A 最大有效值 | ±15V@4A 最大有效值 | ±15V@4A 最大有效值 |
355nm F-Theta 镜头
| 部分说明 | 焦距(毫米) | 扫描场 (毫米) | 最大入口 瞳孔(毫米) | 工作距离(mm) | 安装 线 |
| SL-355-360-580 | 第580章 | 360x360 | 16 | 660 | M85x1 |
| SL-355-520-750 | 750 | 520x520 | 10 | 824.4 | M85x1 |
| SL-355-610-840-(15CA) | 第840章 | 610x610 | 15 | 910 | M85x1 |
| SL-355-800-1090-(18CA) | 1090 | 800x800 | 18 | 1193 | M85x1 |
355nm 扩束镜
| 部分说明 | 扩张 比率 | 输入CA (毫米) | 输出CA(毫米) | 住房 直径(毫米) | 住房 长度(毫米) | 安装 线 |
| BE3-355-D30:84.5-3x-A(M30*1-M43*0.5) | 3X | 10 | 33 | 46 | 84.5 | M30*1-M43*0.5 |
| BE3-355-D33:84.5-5x-A(M30*1-M43*0.5) | 5X | 10 | 33 | 46 | 84.5 | M30*1-M43*0.5 |
| BE3-355-D33:80.3-7x-A(M30*1-M43*0.5) | 7X | 10 | 33 | 46 | 80.3 | M30*1-M43*0.5 |
| BE3-355-D30:90-8x-A(M30*1-M43*0.5) | 8X | 10 | 33 | 46 | 90.0 | M30*1-M43*0.5 |
| BE3-355-D30:72-10x-A(M30*1-M43*0.5) | 10倍 | 10 | 33 | 46 | 72.0 | M30*1-M43*0.5 |
355nm镜面
| 部分说明 | 直径(毫米) | 厚度(毫米) | 涂层 |
| 355 镜子 | 30 | 3 | HR@355nm,45° AOI |
| 355 镜子 | 20 | 5 | HR@355nm,45° AOI |
| 355 镜子 | 30 | 5 | HR@355nm,45° AOI |


